The Compressed Coal Company
The Compressed Coal Company is named after a rather
unsuccessful briquette making company in the
Forest Of Dean. In making briquettes the Compressed Coal Company uses a different technique to
the Briquetting Company. Briquette are
made by sticking dust and small
pieces of coal together to convert small coal (also called duff, lime
coal etc) into something more valuable.
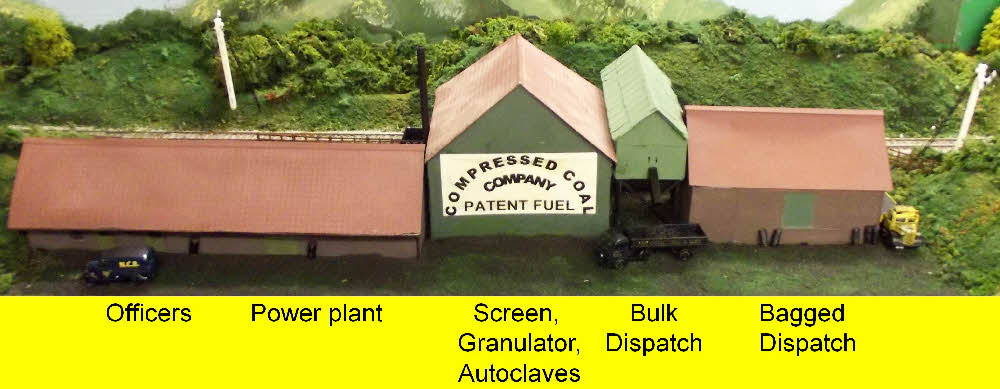
In the model coal is bought in by rail screened, if oversized sold or crushed to
size (technically granulated), the correct size coal is mixed with a binder,
shaped, and put into an autoclave where steam is used to rapidly harden the raw
briquettes. Steam comes from the power plant. The now solid briquettes go to
bulk dispatch were they can be shipped out by rail or road - a National Coal
Board truck can be seen loading briquettes. Briquettes for local delivery go to
bagged dispatch were they are bagged and loaded onto trucks - a yellow truck can
be seen loading bagged briquettes. From a modellers perspective all this
explains why railway wagons come in and leave full (in bound coal & out bound
briquette) and come in and leave empty (empty to collect briquettes & empty coal
wagons returning to their colliery).
In the late nineteenth century German experiments in making
artificial stone resulted in a sand-lime brick process, patented in 1881.
Production began there in 1894 but did not reach
|
|
PLANT PARAMETERS |
||
|
|
Capacity, Millions /year |
9 |
30 |
|
|
Per day |
30,000 |
100,000 |
|
|
No. of Shifts / day |
2 |
2 |
|
|
Working days / Yr. |
300 |
300 |
|
|
Land Area, m2 |
10,000 |
15,000 |
|
|
Covered Area, m2 |
1,500 |
2,500 |
|
MANPOWER |
Managerial |
6 |
8 |
|
|
Technical |
16 |
20 |
|
|
Others |
30 |
36 |
|
RAW MATERIAL
|
Sand |
3420 |
|
|
(Kg. per 1000
bricks) |
Lime |
380 |
|
|
UTILITIES
|
Power, Kw/H |
55 |
|
|
(Per 1000 bricks) |
Water, KL |
0.3 |
|
|
|
Coal, Kg. |
75 |
|
|
PLANT & |
Feeder lime pulveriser, Vibrators, Electrical
hoists, Mixer, Storage bunker, Screw feeder, Hydraulic press,
Trolleys, Transfer buckets, Boilers, Curing chambers, Belt conveyors |
||
My original concept was the brick works would run the entire
length of the two base boards with an arrival (up) siding for lime and coal and
a dispatch (down) siding for bricks. By jiggling components of the brick works I
compressed it to the length of the dispatch (down) siding capable of holding 12
British wagons.
|
Input-output model based on 30,000 Bricks per day |
|||
|
Raw Material |
Sand On site |
102.6 tons of sand |
|
|
|
Lime |
11.4 tons of lime |
Van daily |
|
UTILITIES |
Power |
1,650 Kw/H |
|
|
|
Water On site |
6000 gallons |
|
|
|
Coal |
2.22 tons of coal |
2 Weekly opens |
|
|
Out put |
114 tons |
10 open wagons |
The plant is laid out as efficiently as possible with raw
materials entering at appropriate points, staffing and mechanical help reduced
to a minimum.
Flow Line
|
||
|
Quicklime11.4 tons |
Sand
102.6 tons |
Autoclave hours |
|
Water
6000 gallons |
Water
6000 gallons |
1-2 to pressure
up |
|
Silo (24
hours) |
|
4-12 to cure |
|
Slaked
lime |
Slaked
lime |
1-2 hours to
de-pressure |
|
|
Add colours? |
Total 6-16 |
|
|
Rod mill |
|
|
|
Presses |
|
|
|
Brush
Faces with fine flint gravel? |
|
|
|
Autoclave 10
hours |
|
|
|
A weak
hydrochloric acid dip to remove surface scum |
|
|
|
despatch |
|
The process starts with sand arriving from the sandpit by
narrow gauge industrial tram. On arrival the engine diver tips the sand out of
the skips into the Conveyor House. The conveyor raises the sand and pours it
into a storage bin. Augers move the sand from the storage bin to the rod mill.
Wagonloads of lime arrive at the buffer end of the siding and are unloaded. Lime
is stored then slaked in a silo and barrowed to the rod mill. Sand, slaked lime
and water is mixed in the rod mill. A conveyor moves the mix to high level
hoppers and drops into presses below. Raw bricks are loaded onto trolleys and
pushed into the autoclave after several hours of steaming the trolleys are
winched out and after cooling moved to the dispatch sidings. One siding is used
to load rail wagons and the other serves a truck dock and storage area. Coals is
delivered to a point just in front of the lime house where it is unloaded and
fires the boilers proving the electricity and steam needed by the works. The
brick works has three other structures. A corrugated iron building provides (55
@ 128-mm) facilities for staff working in dirty clothing. As the layout is set
in the 1950’s social factors would require separate canteens and changing rooms
for the technicians and labours. As there are ten technicians and eighteen
labours on each shift the technicians would use about a third of the hut. The
other building is a sweet of officers (55 @ 100-mm). I have assumed separate
offices for the manager and accountant with a larger single office for the shift
foreman and clerk. Both these buildings would have toilets and washing
facilities. The other structure is the truck loading platform (107 @ 190-mm).
Briquettes also know as briquets and
breeze either turn waste products such as sawdust, wheat chaff, coal, and coke
fines etc into a useable product or to coal into smokeless fuel (e.g. the Ancit,
Maxiheat, Maxibrite, Mild Heat Treatment, Homefire and Taybrite processes). In
Production of smokeless fuel
briquettes uses several processes. Some use anthracite (itself a smokeless fuel)
as feed; some use bituminous coal that is heated to a temperature just
sufficient to soften it to allow compression to a briquette. Processes using
only anthracite blend with a liquid binder (for example, phosphoric acid, coal
tar, bitumen or molasses) before pressing to briquettes that are finally heat
cured (to drive off "smoky" components) and quenched in water. There are usually
no liquid or gaseous by-products from these processes - any fumes evolved are
incinerated. For example Phumacite is a briquetted fuel produced by binding
Welsh dry steam fines (10% - 15% volatile matter) coal with about 6% by weight
coal-tar pitch, briquetting and carbonising the briquettes in batch ovens at
about 800°C for around five hours, followed by water quenching. Its ash content
is about 6% by weight. This side of the industry is not very modelable as the
process is carried out in large plants. The same is true for the current
In the
Arriving coal needs to be unloaded and stored till used.
Points to bear in mind are that coal fines are like sand so will blow away when
dry, turn to slurry when wet and should not be adulterated these suggest use of
storage bins.
Given the small amount of cement needed I assume it’s
delivered in bags and stored out of the wet.
Coal fines and cement would be mixed on a mixing floor, in a
cement mixer or batching plants. A convenient supply of water would be required.
Moulding could be carried out with hand moulds or a press.
Mixing and moulding could be carried out in the same building.
Drying sheds that allowed a couple of days output to dry
requiring an air flow over the briquettes while keeping them dry suggesting a
roofed building with slatted walls.
A storage area would be need if the briquettes couldn’t be
dispatch from the drying sheds.
Offices, staff room and of course don’t forget the toilet.
The various elements should be placed together to ease
handling of the raw material and briquettes. Movement would be by barrow or
possibly hand worked narrow-gauge railway. Briquettes will brake up if roughly
handled due to the low proportion of cement. I feel that the labourers would
like a roof and walls to keep the weather out these could be quite lightweight
such as timber and/or corrugated iron.
In the
My original concept was the briquette plant would be a small
offshoot of the brick works processing a wagon or two of coal fines a day so all
handling would be manual. By jiggling components of the brick works I compressed
it to the length of the down siding. Giving the briquette plant use of the up
siding capable of holding 7 British wagons. I also decided
that coal fines would be delivered from the colliery by narrow gauge industrial
tram. This had a number of advantages. Coal fines would be stored at the
colliery removing the need for storage at the briquette plant. Except for
incoming cement the up siding could be used to dispatch briquettes. The plant
could be laid out more efficiently with raw materials entering at one end and
briquettes leaving at the other. Staffing and mechanical help could be reduced
to a minimum.
|
Input –
output model |
|
|
Input Coal fines by skip from the colliery
Cement
(Van 3-4 times a week)
Total |
114.0 9.5 123.5 |
|
Output Bagged briquettes by rail (Van daily)
Loose briquettes by rail (5 opens)
Bagged and loose briquettes by road
Total |
12.0 60.0 51.5 123.5 |
A couple of photographs I found on the Web suggested that
the batching plant and press were quite small say 2 m3 each. This
suggested that Incoming coal fines could arrive at a high level and be tipped
out of skips into batching plant –only the cement would have to lifted. The
batching plant could be placed at a medium level feeding directly into the press
with the extruded briquettes coming out at a convenient height to load onto
trolleys to move them to the drying area. Two days output would be about 200 m3
of briquettes adding space for skips, trolleys and labourers suggested a 300 m3
building. Given available space this suggested a 23-mm high @ 305-mm @ 120-mm
building. Dried briquettes would be loaded into a skip and pushed to dispatch
were a conveyor would load them into a high level bin. From the high level bin
they could be tipped into; trucks, skips to load rail wagons or the bagging
machine. Bagged briquettes for dispatch by rail would be moved by trolleys to
the cement store for loading into vans or tarpaulined wagons. This arrangement
would minimise staff with three salaried staff and ten peace rate workers. The
salaried staff would be foreman (manager), clerk to keep the paperwork straight
and a salesman. The peace rate workers comprising; a batcher and assistant to
move the cement and look after the batching plant and press, a charge hand and
six labourers to move the briquettes, and a dispatcher carrying out the loading
and bagging. The split may seem dated but in the 1950s it would have been
socially important and have practical implications. The peace rate workers would
be covered in coal, cement and briquette dust so would need a canteen, changing
room with lockers and washing facilities and separate toilets from the suited
salaried staff.
The quarry is named after the Tedbury Camp Limestone Quarry to the south of the Mellis River near Mells. Limestone is normally sized before sale so the model assumes limestone is quarried, crushed and screened off scene. The crushed limestone is then moved by conveyor to the bunkers. If a mix such as ballast (3 parts pea to 2 parts fine crushed limestone) is required various sizes can be fed into the bunker. THe contents of the bunker is then dumped into railway wagons.
Not normally treated as an industry none the less the coal yard should be a major generator of activity on the layout. Also the history of railways and the coal trade has been entwined - the coal trade begat the railways and the last goods traffic handled at stations was often coal.



